
In this article, we will learn about Injection Molding an interesting manufacturing process, and discuss its definition, parts, process, advantages, and disadvantages. We have provided a PDF for the same.
History of Injection Molding
John Wesley, an American inventor, created injection molding in 1872. The machine he invented was simpler than modern-day machines, and it worked like a hypodermic needle, using a piston and plunger to inject hot plastic into a mold cavity.

Initially, injection molding progressed slowly and was only used to make simple products like hair combs and buttons. However, in 1903, the inventor discovered a new material called cellulose acetate, which was less flammable than other cellulose materials. This material was in powder form, making it easy to inject into the mold.
What is Molding Definition
Injection molding has been a well-established manufacturing process for a considerable time. This method involves utilizing a machine to produce various products by injecting materials into a mold. The procedure demands a substantial amount of force to create a finished product that meets the required specifications. With the emergence of innovative product designs and materials, injection molding has become an efficient way to produce products rapidly and in large quantities.

In the present times, products manufactured with injection molding have an excellent finish and are of high quality. Initially, this process was predominantly used for metals, but now it can be used for diverse materials. The material is inserted into a heated barrel and blended using a helically shaped device.
Parts of Injection Molding machine

An injection molding machine consists of the following parts
- Hopper
- Screw motion
- Heaters
- Nozzle
- Extraction Pin
- Split Molds
- Clamping Unit
- Injection Unit
- Drive unit
- Hydraulic Unit

Hopper
- Here we insert the ingredients of plastic material for the molding process.
Screw Motion or Archimedean Screw
- It pushes the ingredients of plastic material in a forward direction.
Heaters
- It is used to increase the temperature of the system to prepare the product in a good state and we can also say that the heater works to melt the ingredients of plastic polymers.
Nozzle
- The material temperature increases to such an extent that it quickly enters into the mold cavity.
Extraction Pin
- It works like the split molds and the shape formed is removed from it with further process.
Split Mold or Cooling channels
- Cooling of the product done into this system.
Clamping unit
- It is used to clamp the tool.

Injection unit
- In the Injection unit, it can be used to inject the mold (Plastics).
Drive unit
- The driving unit is used to ram the mold in the cavity.
Hydraulic system
- Raming the mold by the press.
Injection molding process steps
This are the steps for Injection Molding Process
- Material particles are nourished into a hopper then from hopper it comes into the system.
- There is an Archimedean screw which works is to rotate and sends forward the present material.
- Now it comes to the heated area here it gets heated between ingredients plastic polymer.
- At the nozzle, the temp having high to such an extent it sends fast to the Mould cavity
- Here the cooling process is done.
- Now Extraction pin removes the mold cavity parts and then formed the product.
With the help of this technique can make any of product like a bucket, Mobile parts, Helmet and many more. Injection Moulding is a modern technique in which the grain is made up of the desired material like PVC, Plastics, etc.

Types of injection moldings
These are five major types of injection moldings which are as follows
- Metal injection moulding
- Die casting
- Injection moulding of liquid silicone rubber
- Thin-wall injection moulding
- Reaction injection moulding

Metal injection moulding
To create the metal part, we first mix metal powder with a special material called a polymer binder. This mixture is then used to make a material called feedstock. Next, the feedstock is injected into a special mold that has the shape we want the final metal part to have. This creates a “green” mold metal part.

The mold cavity is usually made larger than the actual desired shape to account for any shrinkage that might happen as the metal cools down. After injection molding, we need to separate the metal part from the polymer binding powders. This can be done by dissolving the green metal part in chemicals or heating it. Then, we move on to the final step called sintering. During sintering, the metal part is heated in a special chamber to reduce its empty spaces.
Through this type of molding process, a high volume of production can be obtained.
The following metals and alloys are used for this process
- Low alloy steels
- Stainless steels
- High-speed steels
- Irons
- Cobalt alloys
- Copper alloys
- Nickel alloys
- Tungsten alloys
- Titanium alloys

Photo by Dreamstime
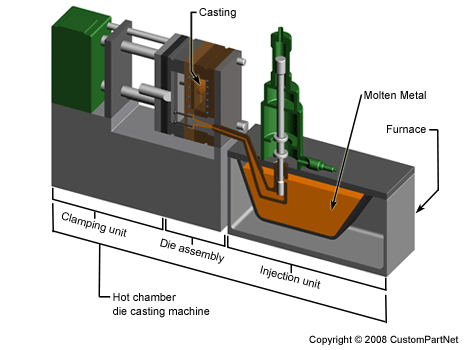
Die casting
Using this process, we can achieve a perfect dimensional accuracy and an excellent surface finish. In this process, of Die casting we press the molten metal inside the dies and get the desired shape.
Die casting is done by two methods as follows
- Die casting hot chamber
- Die casting cold chamber
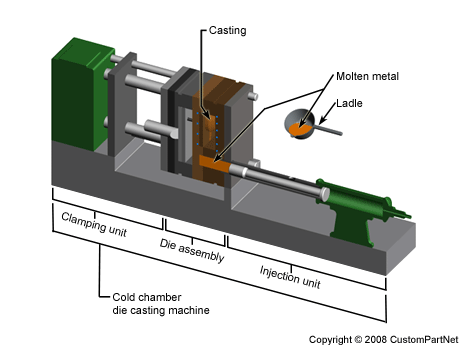
Die casting cold chamber machine overview
Generally, we use these alloys for die casting
- Zinc
- Aluminum
- Magnesium
- Copper
- Lead
- Tin
Injection moulding of liquid silicone rubber
Using this process, we can produce durable material parts.
Thin-wall injection moulding
We use this type of moulding process when we need to make thin plastic parts because it is less expensive than other types of molding. This method is commonly used in industries such as food packaging, medical equipment, and computer housing manufacturing.

Reaction injection moulding
This process involves mixing two types of material at high pressure in an impinging mixer. The resulting mixture is then injected into the mold using low pressure.
Comparison Between Injection Molding And Compression Molding
These are some of the key differences between injection molding and compression molding, and manufacturers often choose the best process based on their specific production needs.
| Parameters | Injection Molding | Compression Molding |
|---|---|---|
| Method of Material Placement | Plastic pellets are melted and injected into the mold cavity using a screw-type plunger. | Preheated plastic material is placed into the mold cavity and compressed. |
| Pressure Requirements | High pressure is required to inject the molten plastic into the mold cavity. | Lower pressure is required as the material is preheated and compressed into the mold cavity. |
| Mold Design | Complex shapes and designs can be achieved due to the ability to inject molten plastic into intricate mold cavities. | Simple shapes and designs are more suitable as the preheated plastic material is compressed into the mold. |
| Production Volume | Ideal for large volume production runs due to its speed and ability to produce identical parts. | Ideal for lower volume production runs as the process is slower and requires more setup time. |
| Cost | Higher initial investment cost due to the need for expensive equipment and molds. | Lower initial investment cost as the equipment and molds are less expensive. |
| Surface Finish | Produces a smooth surface finish due to the high pressure injection process. | Produces a textured surface finish due to the compression process. |
Injection molding defects
These are the defects that may occur in injection moulding which are as follows
- Flow lines
- Burn marks
- Warping
- Vacuum voids or air pockets
- Sink marks
- Weld lines
- Jetting
- Discoloration
- Delamination
- Short shot
- Flash

Advantages of injection Molding Process
- Quick production.
- Minimal labor wages.
- Mass production of the product.
- Multiple particles or materials are used simultaneously.
- It is easy to manufacture any kind of small product part.
- Very little scrap is produced during product production.
- Ability to create a hole in the product.
- The color is easily controlled in production.
- The finishing of the product required is relatively low.
- Dimensions are closely appropriate.

Disadvantages of injection Molding Process
- The cost of tooling and machinery is high initially.
- Molds are very expensive.
- The designs need to be created before starting the process.
- This might cause delays in production or increase costs for the company.
Applications of Injection Moulding
- Automotive parts, including interior and exterior components such as dashboards, door panels, and bumpers.
- Medical equipment and devices, such as syringes, IV connectors, and surgical instruments.
- Electronic components, including housings for computers, phones, and other devices.
- Consumer products, including toys, bottles, and food containers.
- Packaging materials, such as caps, closures, and crates.
- Building and construction materials, including pipes, fittings, and insulation.
- Aerospace components, such as airplane seats and interior panels.
- Sports equipment, including helmets, paddles, and goggles.
- Musical instruments, such as guitar picks and drumsticks.
- Industrial equipment, including gears, valves, and machine parts.

FAQ
what Are The Various Types Of Injection Moulding Products ?
Injection moulding is highly versatile and used for manufacturing toys, bottles, medical equipment, and more from thermoplastic and thermosetting plastics. This process is suitable for large production runs and intricate parts with detailed features. Manufacturers ensure quality by designing unique products, obtaining patents, and complying with industry standards.
what are the various types of injection Moulding defects ?
Injection moulding is a precise manufacturing process that can produce intricate parts, but defects like air traps, flash, and sinking can occur. Manufacturers can prevent or reduce these issues by properly maintaining and monitoring their machines and production processes. Documenting the design and specifications for each part is also essential to avoid plagiarism and ensure accuracy.
what is structural foam moulding ?
Structural foam moulding produces parts with high impact strength and structural integrity by injecting low-density foam material into a mold, creating a hollow part with a thick skin. The resulting lightweight parts have good insulation and durability characteristics and are commonly used for tanks, bins, and crates.
what are the various Injection Moulding materials ?
Injection Moulding is a process that creates various products from household items to aerospace components. Different materials with unique properties are used in this process, include the following
- Polypropylene (PP)
- Acrylonitrile Butadiene Styrene (ABS)
- Polyethylene (PE)
- Polycarbonate (PC)
- Polyurethane (PU)
- Nylon (PA)
- Polystyrene (PS)

what is injection molding foam ?
Injection molding foam is a popular insulation material made of polyurethane resin and a catalyst. It’s injected under pressure into walls or cavities, expanding to fill gaps and create a tightly sealed insulation layer. This process enhances energy efficiency, cuts down on heating and cooling costs, and is eco-friendly, without harmful gases or chemicals.
what is the purpose of injection Molding screw ?
The injection molding screw is crucial in melting and mixing the plastic resin and injecting it into the mold cavity to create the final product. It has zones like the feed, compression, and metering zones that work together to ensure accuracy. The screw’s design can greatly impact the product’s quality and consistency, making it an important component of the process.
Describe Injection Molding Process
Injection molding is a process used to manufacture plastic parts by melting plastic pellets and injecting the molten plastic into a mold cavity. The plastic is left to cool and solidify, and then the finished part is ejected from the mold. This process is fast, accurate, and can produce complex parts with high precision.
What is meant by Injection Molding custom
Custom injection molding refers to the production of plastic parts tailored to a specific customer’s needs, rather than mass-produced parts. It involves designing and fabricating unique molds to produce parts that meet specific design requirements, including size, shape, color, and material properties. Custom injection molding is ideal for producing low-volume or highly specialized parts.
How much is the injection molding cost
The cost of injection molding varies depending on factors such as the size and complexity of the mold, material used, and production quantity. It can range from a few thousand dollars to tens of thousands or more for complex molds.
describe Injection Molding of polypropylene
Injection molding with polypropylene is a widely used manufacturing process that involves melting small plastic pellets of polypropylene and injecting them into a mold cavity at high pressure. After the molten polypropylene fills the mold, it cools and solidifies, resulting in a final plastic product. The process can produce intricate and complex parts quickly and efficiently, making it a preferred method for producing automotive parts, containers, and other consumer goods.
Polypropylene is a popular material for injection molding due to its excellent strength, stiffness, and resistance to heat, chemicals, and fatigue. Its versatility and affordability make it an ideal choice for a wide range of products.
What are the tooling cost involved for Injection Molding
Injection molding tooling costs can vary depending on the complexity and size of the mold. The tooling cost involves designing and manufacturing the mold for the injection molding process, which is typically made from steel or aluminum. The tooling cost includes the price of the mold material, the cost of the design and manufacturing process, and any required modifications or repairs.
The tooling cost is a significant investment for injection molding, and manufacturers need to consider this cost when determining the overall production cost of their parts or products. However, the tooling cost can be offset by the ability to produce large quantities of parts quickly and efficiently.However, it is generally understood that tooling costs can be a significant investment for manufacturers and can range from several thousand to tens of thousands of dollars, or even more for complex molds

Conclusion
To conclude, injection molding is a widely used manufacturing process that utilizes molten material injection into a mold to create a variety of products. The process involves mixing two materials at high pressure and then injecting the resulting mixture into a mold at low pressure. One of the major benefits of injection molding is its ability to produce high-quality products with precision and accuracy.
Nonetheless, the initial costs of tooling and machinery can be high, and the design phase may result in delays and added expenses. Furthermore, the process is susceptible to defects, which can impact the final product. Despite these limitations, injection molding is still a popular option for manufacturing due to its numerous advantages and extensive use across various industries.



Educative. Keep up the good work. God bless you all.
Thank you!